
Ceramic sputter targets often need to be bonded to a metallic carrier. The better this bond provides mechanical, electrical and thermal contact, the better and longer the target works. This article describes indium soldering, the method that worked best during my PhD work where I used high-pressure oxygen sputtering extensively. The text is partly adapted from my PhD thesis.
The sputter targets are ceramic discs with a few millimeters thickness. They have to be attached mechanically and coupled electrically and thermally with a metallic target holder. Insulating targets for RF sputtering can be coupled capacitively and conducting targets for DC sputtering have to be coupled conductively.
This connection between target holder and target disc is critical for the target to operate. It has to be vacuum-safe, stable at somewhat elevated temperature, and resistant to progressing oxidation by the oxygen plasma. This excludes many glues and resins. The connection also has to be mechanically strong and resistant to fatigue: The target disc is heated on one side by the plasma and thermal radiation from the hot substrate heater with a power of at least 80W. With the other side it is attached to the water-cooled target holder. This causes the target to expand and shrink relative to the target holder each time the target is switched on and off. If the connection between target and holder is too strong and stiff, the target may crack. If the target does not adhere to the holder strongly enough, it may delaminated progressively. This process reduces the electrical and thermal contact and therefore accelerates the delamination, because the temperature difference between target disc and target holder increases.
RF targets can be glued with Torr Seal, a high-vacuum glue. It seems to contain a ceramic filler which passivates the surface against oxidation by the oxygen plasma. The adhesion of this glue to metals and ceramics is very good. Only some cracking was observed after longer target operation times.
Alternatively, targets can be soldered directly with indium using an ultrasonic soldering iron. The ultrasound breaks the thin passivating oxide skin of the reactive indium melt and brings the indium metal in direct contact with the surface to be soldered. The indium metal then reacts with the exposed oxide or metal and bonds very firmly with virtually all oxides, as well as the metallic target holders. Pure indium and particularly indium oxide have a low vapor pressure and are therefore unproblematic in a vacuum system. Indium is furthermore very, very soft, almost like wax, and creeps rapidly even at room temperature. Mechanical stress between target holder and ceramic disc is thus relaxed. This makes indium soldering in my opinion the ideal target bonding method. So far no target that was bonded with indium has failed during my work.

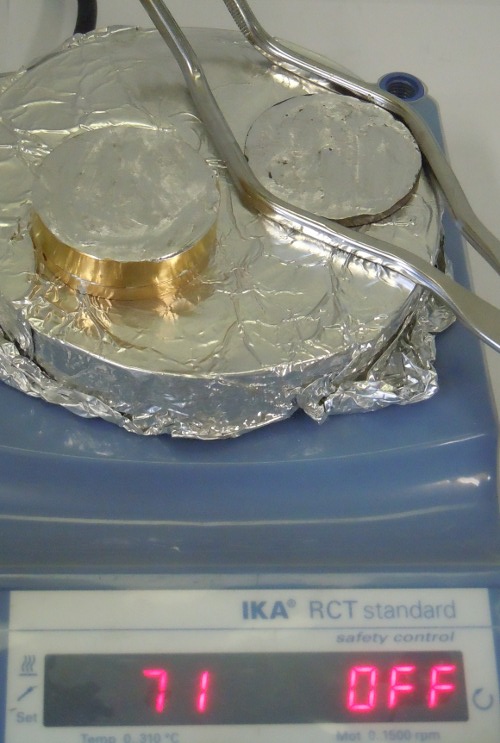
Equipment: Hotplate, heat-resistant plates, tools, ultrasonic bath for cleaning plus beaker and acetone, crucible tongs, sand paper, ultrasonic soldering iron, indium solder wire (not shown). First the target holder needs to be degreased (not shown).
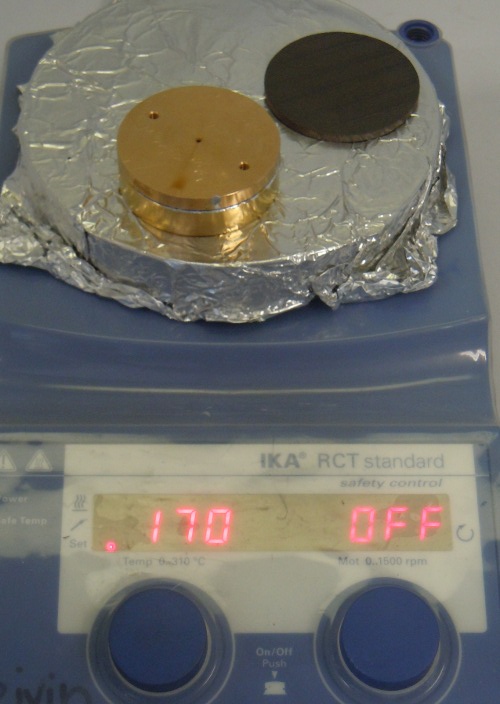
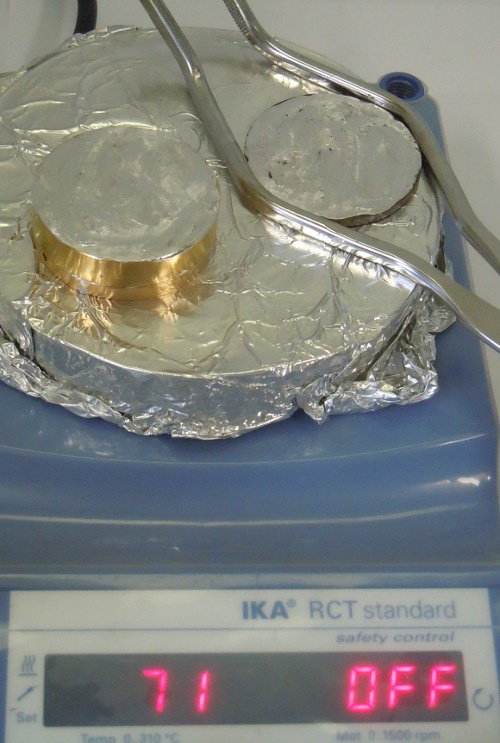
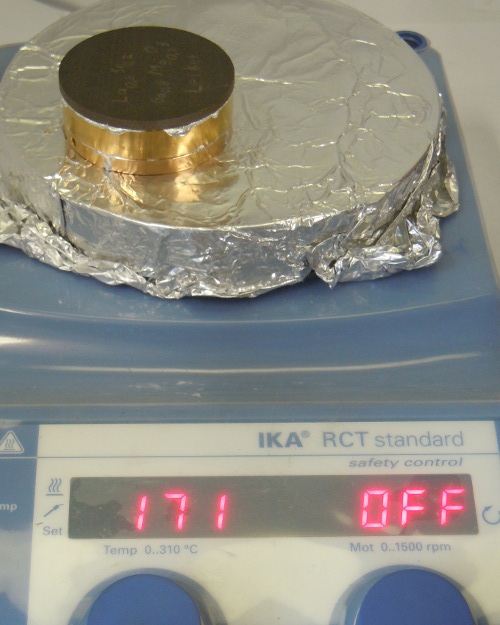
Then the target disc and the target holder are both heated to around 170 °C on a hotplate. The soldering iron is heated as well to about 300 °C.
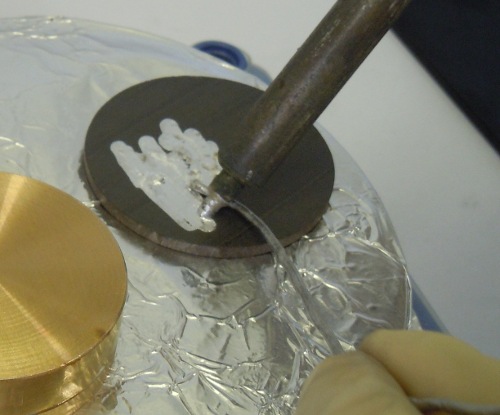
When they have reached a sufficient temperature for the indium to remain liquid, the target disc is covered with an indium layer using the ultrasonic soldering iron.
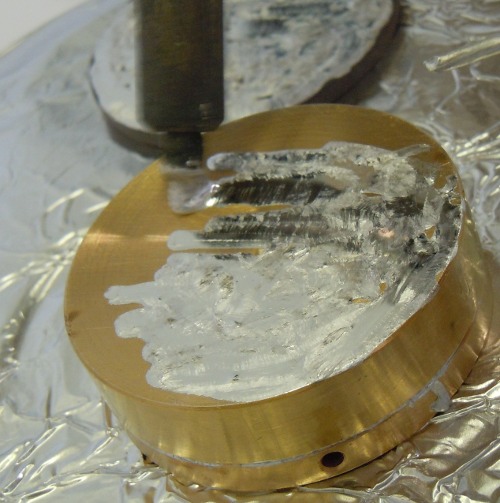
The target holder is coated as well.
Then the hotplate is switched off to let the indium cool and solidify.

As soon as the indium on the target disc is not liquid anymore, the disc is placed face down on the holder.
The hotplate is switched on again.
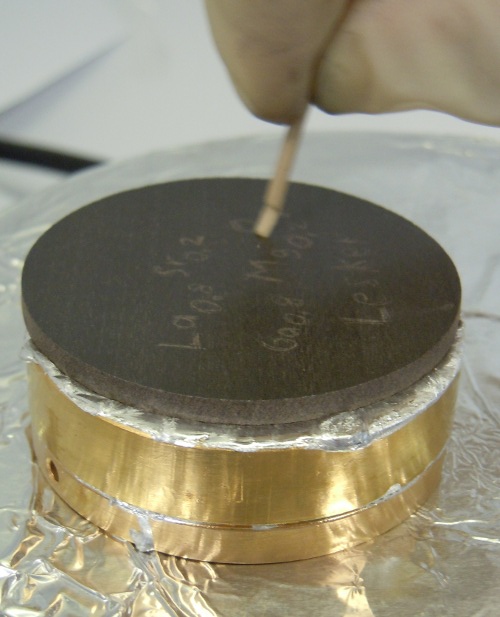
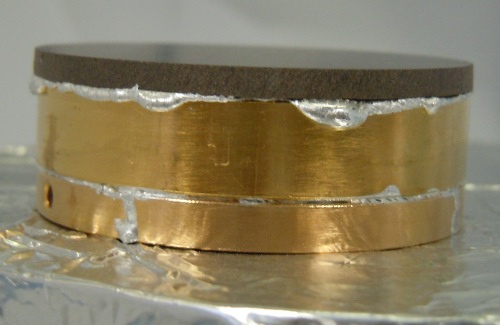
The target disc is gently pressed on the holder and slightly moved around until all indium is molten again and a meniscus of liquid indium is visible all around the joint between holder and disc. Superfluous indium is best removed later, because it tends to create a mess and stick everywhere while liquid.
The target disc is carefully centered on the holder, and then the hotplate is turned off again. Both target and holder slowly cool down to room temperature.
Any extra indium can be cut away with a sharp knife. Finally, the mounted target and holder are cleaned. The outer "working" surface of the target should be ground down with sand paper into fresh material to remove surface contamination from the soldering process.
Care should be taken to not subject the target to thermal shock. A thin ceramic target disc alone survives relatively fast cooling and heating, the metallic holder as well. Both bonded together can crack, in particular if the ceramic side is heated or cooled. Consequently, the combination of disc and holder should always be heated or cooled through the holder side, not the target side.
The connection between target and holder can be released by heating above the melting point and then removing the target disc from the holder.
Comments
Comments are closed.